

La qualità dei componenti industriali è legata alla progettazione, ma anche al processo di produzione; un esempio di processo dal quale dipende la qualità del prodotto finale è lo stampaggio di componenti in plastica. Lo stampaggio a iniezione è una tecnologia molto interessante con la quale vengono prodotte valvole e flange ASV Stubbe.
Il trattamento delle materie plastiche nell’industria
I materiali polimerici vengono oramai utilizzati in moltissimi ambiti industriali. Questi materiali fondono a temperature relativamente basse e perciò, al contrario dei metalli, sono facili da manipolare e richiedono un’energia di processo inferiore.
Le proprietà dei componenti in plastica sono però molto influenzate dal metodo di produzione e dai parametri di processo.
Per ottenere pezzi di buona qualità è essenziale il controllo adeguato di tutti i parametri di produzione. Le materie plastiche sono di solito inviate agli impianti produttivi sotto forma di granuli o polveri e vengono fuse appena prima della formatura.
Stampaggio di componenti in plastica: stampaggio a iniezione
La tecnologia più diffusa per realizzare componenti plastici è lo stampaggio ad iniezione: i granuli vengono introdotti in un cilindro riscaldato e portati a fusione, il materiale fuso viene poi fatto fluire all’Interno di uno stampo diviso a metà grazie a un pistone idraulico o alla vite di un estrusore.
Le pressioni massime che si raggiungono alla fine della fase di iniezione sono solitamente comprese tra i 70 e i 200 MPa.
Quando il pezzo è sufficientemente freddo viene estratto grazie agli estrattori, piccoli pistoni che permettono di staccare l’elemento dallo stampo.
Con questo processo si ottengono forme complesse e con una buona accuratezza dimensionale grazie al fatto che il materiale viene iniettato allo stato fuso.
Tuttavia, analogamente a quanto avviene nei processi di colata dei materiali metallici, durante il raffreddamento il pezzo ritira all’interno della cavità.
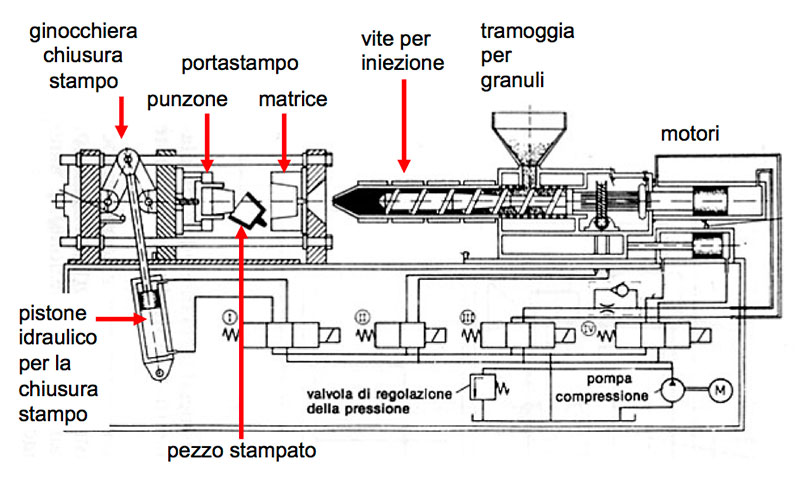
Fig.1: Esempio di impianto per lo stampaggio – Fonte: https://tecmatied.wordpress.com/category/tecnologie/stampaggio-ad-iniezione/
Le materie plastiche hanno un coefficiente di dilatazione termica maggiore di quello dei metalli e per questo motivo i valori del ritiro sono più significativi. Per le materie plastiche il ritiro lineare varia tra 0.005 e 0.025 mm/mm, mentre quello volumetrico tra 1.5 e il 7%.
Nello stampaggio ad iniezione il ritiro del materiale mentre questo è ancora in fase liquida viene compensato mantenendolo in pressione fino a quando non si solidifica il punto di iniezione. In questo modo infatti, man mano che il materiale liquido si ritira, altra plastica viene iniettata per compensare la riduzione di dimensioni.
Il ritiro che il materiale presenta in fase solida invece è compensato sovradimensionato le cavità. In fase di progettazione dello stampo si tiene già conto che il materiale solidificandosi sarà di dimensioni minori rispetto alla cavità, perciò quest’ultima è sovradimensionata in modo da ottenere, dopo il ritiro, un pezzo con le dimensioni desiderate.
Stampaggio a iniezione e prodotti Stubbe
Lo stampaggio ad iniezione viene per esempio usato per realizzare la valvola a sfera senza zone morte C10: il corpo viene direttamente stampato attorno alla sfera. Questo garantisce che la sfera non possa uscire neanche smontando le ghiere e che stringendo quest’ultime non si applichi nessuna forza sulla sfera.
Inoltre grazie allo stampaggio del corpo intorno alla sfera non ci sono zone morte e quindi i fluidi non possono ristagnare danneggiando la sfera. Sfera e albero sono poi stampati insieme e questo garantisce un’elevata resistenza alla torsione e quindi una lunga durata.
Altri casi nei quali lo stampaggio ad iniezione porta ad ottenere componenti ad alta prestazione sono le flange e le pompe monoblocco.
Nel primo caso infatti è possibile stampare le flange senza saldature, ottenendo così prodotti più robusti e più resistenti agli agenti corrosivi.
Nel caso delle pompe il corpo può essere realizzato per stampaggio ad iniezione, oppure dal pieno quando è necessario sfruttare al 100% le caratteristiche chimiche e termoplastiche del materiale lavorato.
Scrivi un commento